While stainless steel is easy to fabricate, it is different from carbon steel and knowing these differences will greatly assist the fabricator in working with stainless steel.

This section of the SSINA website is designed to help metals fabricators who are not really familiar with stainless steel to learn about the “Do’s and Don’t” of stainless steel fabrication. While stainless steel is easy to fabricate, it is DIFFERENT from carbon steel and knowing these differences will greatly assist the fabricator in working with stainless steel.
The following handbook called “Stainless Steel Fabrication” has considerable technical insight on the various fabrication operations like cutting, shearing, blanking, roll forming, and much more.
The handbook describes fabrication methods, such as cutting, shearing, blanking, bending and forming. Compares stainless to mild steel with suggested fabrication methods. Descaling, removing mild discoloration, and the definition of passivation are discussed. Comments on handling, care in the shop, and cleaning procedures.
It is not a single alloy, but rather the name applies to a group of iron bases alloys containing at least 10.5% chromium.
First let’s take a few minutes to familiarize you with stainless steel. It is not a single alloy, but rather the name applies to a group of iron bases alloys containing at least 10.5% chromium. Other elements are added and the chromium content increased to improve corrosion resistance, improve heat resistance, enhance mechanical properties, and/or improve fabricating characteristics. Also on our website is an introduction handbook called “Stainless Steel Primer” that explains the various types of stainless steels and some of their properties.
This section of fabricator training will deal primarily with the “austenitic” grades of stainless steels commonly designated the 300 series (303, 304, 316, 317, 347 etc.). These can be fabricated by method similar to those used for carbon steel and other common metals. However, changes are necessary to the extent that these grades differ in yield strength and the rate of work hardening. Another Information Handbook is available on our website that gives the reader the mechanical properties and other valuable information on the various grades. It is called “Design Guidelines for the Selection & Use of Stainless Steel.”
In spite of their higher hardness, most martensitic and all of the ferritic types can be successfully fabricated.
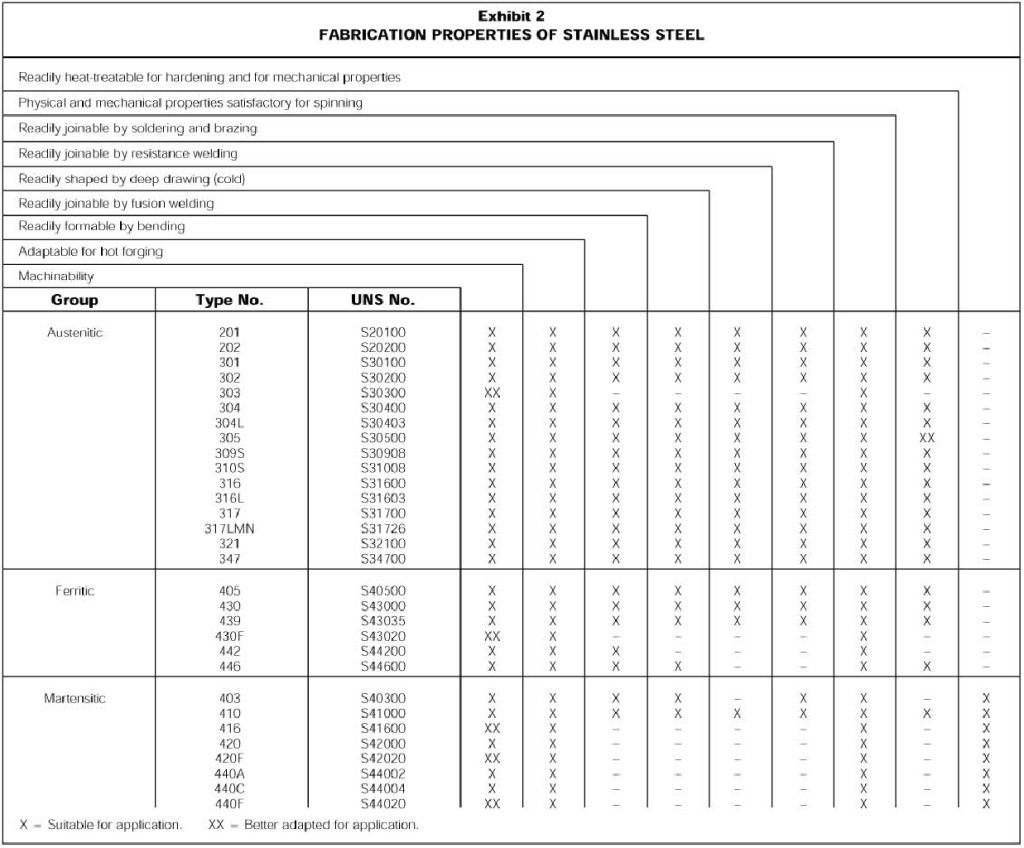
With the exception of the resulfurized “free-machining” grades (303 is the common example), all stainless steels are suitable for cutting, crimping, bending and flattening. The free-machining grades will withstand mild longitudinal deformation but might exhibit some tendency to splitting. In spite of their higher hardness, most martensitic and all of the ferritic types can be successfully fabricated. The relative fabrication characteristics are shown below.

The rougher the starting surface, the coarser is the first grinding wheel.

Grinding, polishing, and buffing operations are applied to stainless steel in much the same manner as to other metals. The differences which exist are related to the properties of stainless steel.
Two variables determine the amount of grinding and polishing required, namely, the initial surface condition and the desired finish. The rougher the starting surface, the coarser is the first grinding wheel. For the first grind on welds, it is common practice to use a wheel or a belt with a grit size of 20 to 60. If the article has a surface equivalent to a 2B sheet finish, it is often customary to start with a 100 grit. Succeeding operations should make use of increasingly finer grit size until the desired smoothness is reached.